|
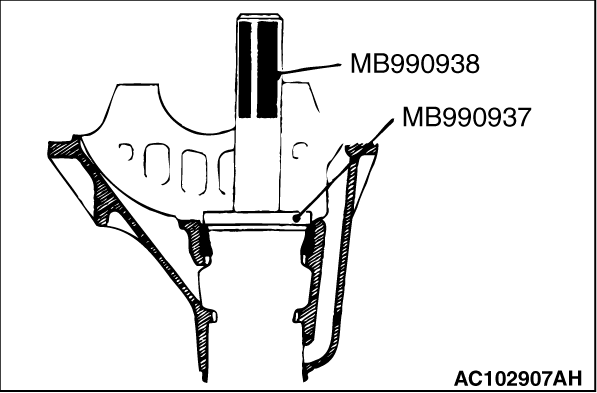
Use the following special tools to press-fit the drive pinion rear bearing outer races into the gear carrier.
- Bar (MB990938)
- Installer adapter (MB990936, MB990937)
|
|
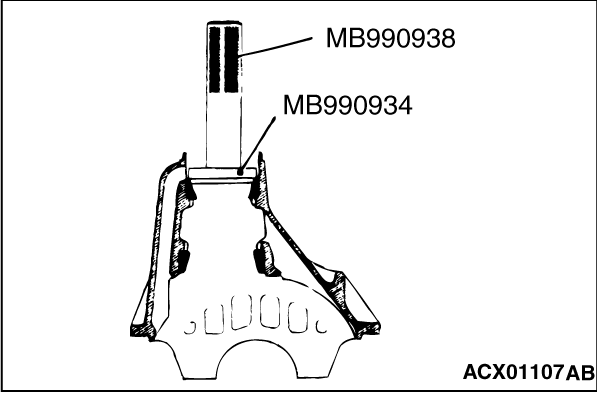
Use the following special tools to press-fit the drive pinion front bearing outer race.
- Bar (MB990938)
- Installer adapter (MB990934)
|
|
|
Adjust the drive pinion height by the following procedures:
|
|
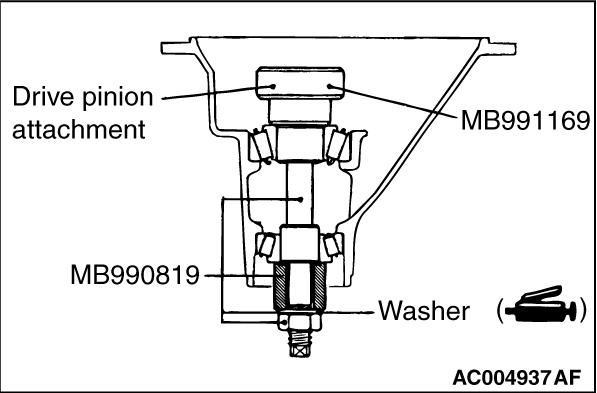
1.Apply multipurpose grease to the washer of special tool pinion gauge (MB990819).
2.Install the following special tools and drive pinion front and rear bearing inner races to the gear carrier as shown in the illustration.
- Pinion {MB990820 (MB990819)}
- Drive pinion gauge attachment (MB991169)
- Pinion gauge (MB990819)
|

|
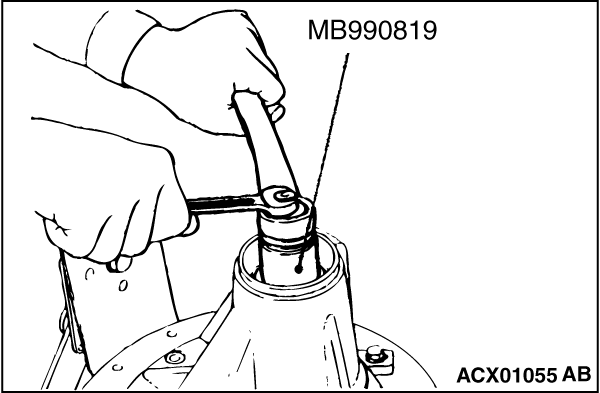
3.Tighten the nut of special tool a little at a time while measuring the turning torque of the drive pinion by using the following special tools. Then confirm that the turning torque (without oil seal) is at the standard value.
- Preload socket (MB990326)
- Torque wrench (MB990685)
Standard value:
|
|
Bearing type
|
Bearing lubrication
|
Turning torque
|
New
|
None (with anti-rust agent)
|
0.59 - 0.88 N·m
|
New or reuse
|
Gear oil applied
|
0.39 - 0.49 N·m
|
|
| note |
Because special tool preload socket (MB990326) cannot be turned one turn, turn it several times within the range that it can be turned; then, after fitting to the bearing, measure the turning torque.
|
4.Clean the side bearing hub.
|
|
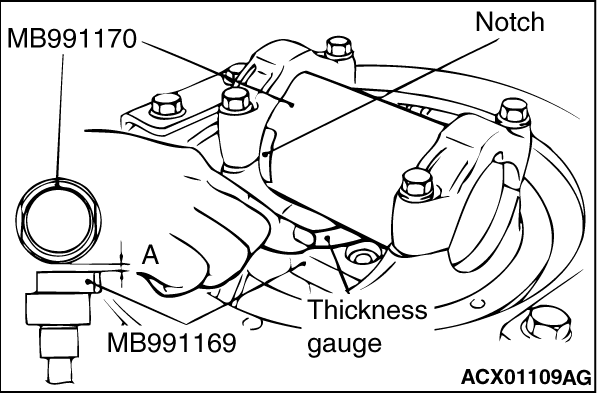
5.Place the following special tools between the side bearing hub of the gear carrier, and position the notch as shown in the illustration. Then tighten side bearing mounting bolt.
- Cylinder gauge (MB991170)
- Drive pinion gauge attachment (MB991169)
6.Use a thickness gauge to measure the clearance (A) between the special tools.
7.Remove the special tools.
|
|
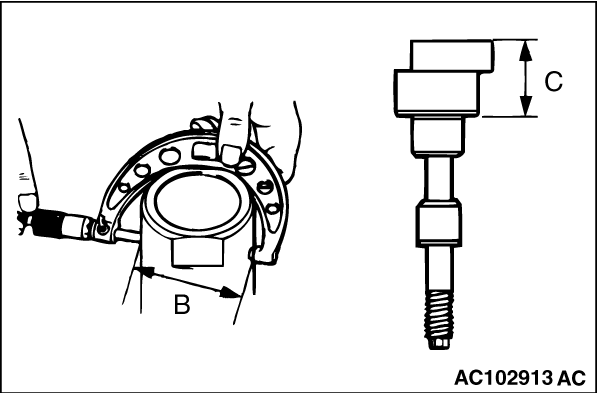
8.Use a micrometer to measure the shown dimensions (B, C) of special tools.
|
|
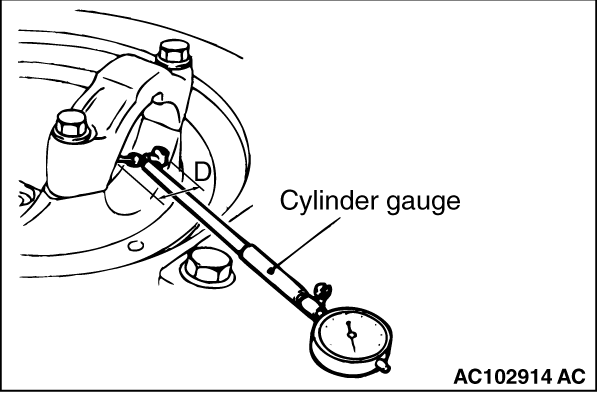
9.Install the bearing cap, and then use a cylinder gauge to measure the inside diameter (D) of the bearing cap.
10.Calculate thickness (F) of the required drive pinion rear shim twice by the following formula. Select a shim which most closely matches this thickness.
F = A + B + C - 1/2D - 115.00 mm
|
|
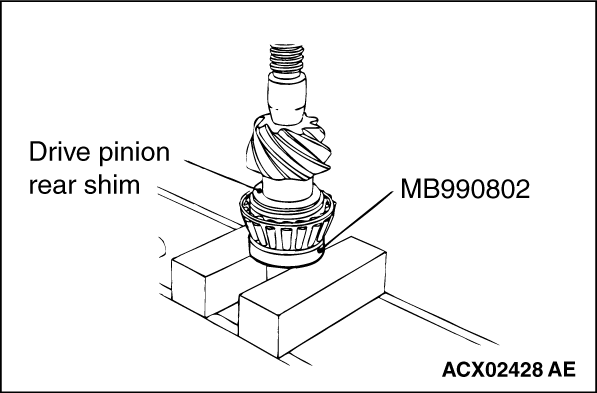
11.Fit the selected drive pinion rear shim(s) to the drive pinion, and press-fit the drive pinion rear bearing inner race by using special tool bearing installer (MB990802).
|
|
|
1.Insert the drive pinion into the gear carrier, and then install the following parts in sequence from the carrier rear side. Drive pinion spacer, drive pinion front shim and drive pinion front bearing inner race, companion flange.
| note |
Do not install the oil seal.
|
|
|
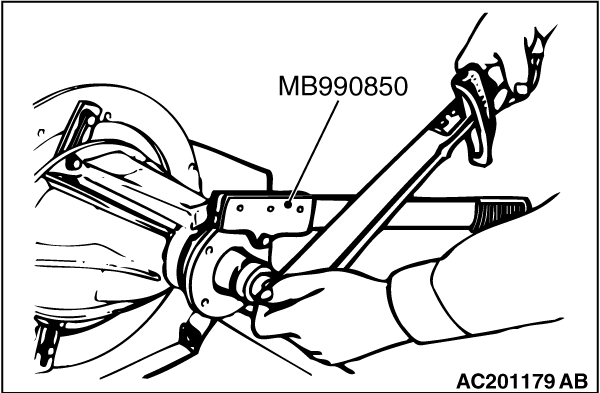
2.Tighten the companion flange to the specified torque by using special tool end yoke holder (MB990850).
Tightening torque: 216 ± 29 N·m
|

|
3.Use the following special tools to measure the drive pinion turning torque (without oil seal).
- Preload socket (MB990326)
- Torque wrench (MB990685)
Standard value:
|
|
Bearing type
|
Bearing lubrication
|
Turning torque
|
New
|
None (with anti-rust agent)
|
0.59 - 0.88 N·m
|
New or reuse
|
Gear oil applied
|
0.39 - 0.49 N·m
|
|
|
|
4.If the drive pinion turning torque is not within the standard value, adjust the turning torque by replacing the drive pinion front shim(s) or the drive pinion spacer.
| note |
When selecting the drive pinion front shims, if the number of shims is large, reduce the number of shims to a minimum by selecting the drive pinion spacers.
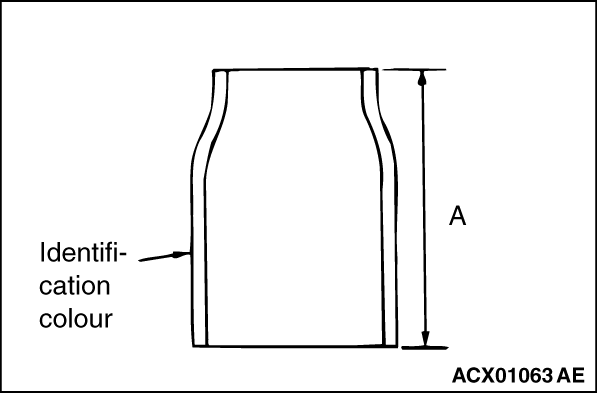
Also, select the drive pinion spacer from the following two types.
|
|
|
Height of drive pinion spacer (A) mm
|
Identification colour
|
56.67
|
-
|
57.01
|
White
|
|
|

|
5.Remove the companion flange and drive pinion again. Then insert the drive pinion front bearing inner race into the gear carrier. Use special tool differential oil seal installer (MB991168) to press-fit the oil seal.
|
|
6.Install the drive pinion assembly and companion flange with mating marks properly aligned. Tighten the companion flange self-locking nut to the specified torque using special tool end yoke holder (MB990850).
Tightening torque: 216 ± 29 N·m
|
|
7.Use special tools to measure the drive pinion turning torque (with oil seal) to verify that the drive pinion turning torque complies with the standard value.
Standard value:
|
|
Bearing division
|
Companion flange lubrication
|
Turning torque
|
New
|
None (with anti-rust agent)
|
0.84 - 1.12 N·m
|
Gear oil applied
|
0.64 - 0.73 N·m
|
|
8.If the turning torque is not within the standard value, check the tightening torque of the companion flange self-locking nut, and the installation of the oil seal.
|
|
|
Adjust the differential gear backlash by the following procedure:
|

|
1.Assemble the side gears, side gear thrust spacers, pinion gears, and pinion washers into the differential case.
2.Temporarily install the pinion shaft.
| note |
Do not assemble the thrust block and lock pin yet.
|
|

|
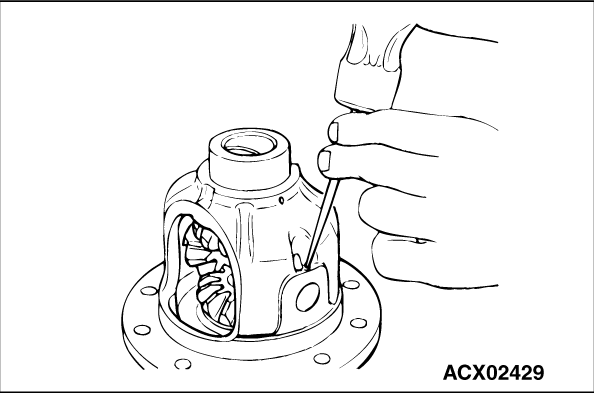
3.Insert a wedge between the side gear and the pinion shaft to lock the side gear.
4.While locking the side gear with the wedge, measure the differential gear backlash with a dial indicator on the pinion gear.
Standard value: 0.01 - 0.25 mm
Measure by the same procedure for the other pinion gear.
5.If the backlash exceeds the limit value, replace side bearing adjustment spacers.
6.If adjustment is not possible, replace the side gears and pinion gears as a set.
7.Check that the backlash is within the limit value and that the differential gear turns smoothly.
|
|
|
1.Align the pinion shaft lock pin hole with the differential case lock pin hole, and drive in the lock pin.
|
|
2.Stake the lock pin with a punch on both sides.
|
|
|
1.Clean the drive gear attaching bolts.
|

|
2.Remove the adhesive adhered to the threaded holes of the drive gear by turning the tap (M10 x 1.25). Clean the threaded holes by applying compressed air.
|

|
3.Apply specified adhesive to the threaded holes of the drive gear.
Specified adhesive: LOCTITE No.271 or No.270 or equivalent
4.Install the drive gear onto the differential case with the mating marks properly aligned. Tighten the bolts to the specified torque in a diagonal sequence.
Tightening torque: 84 ± 5 N·m
|

|
Use special tool side and rear bearing inner race installer (MB990728) to press-fit the side bearing inner races into the differential case.
|

|
Align the mating marks on the gear carrier and the bearing cap, and then tighten the bearing cap.
|
|
|
Adjust drive gear backlash as follows:
|
|
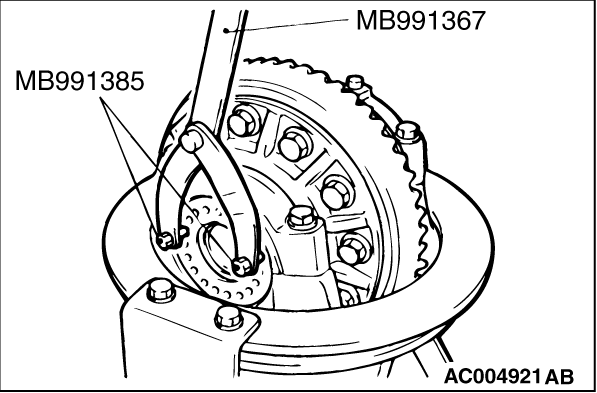
1.Using the following special tools, temporarily tighten the side bearing nut to just before preloading of the side bearing.
- Special spanner (MB991367)
- Pin (MB991385)
|

|
2.Measure the drive gear backlash.
Standard value: 0.08 - 0.18 mm
|

|
3.Using special tools, adjust the backlash to standard value by moving the side bearing nut as shown.
| note |
First loosen the side bearing nut then tighten the side bearing nut the same amount as when it was loosened.
|
|

|
4.Using special tools, apply the preload, turn down both right and left side bearing nuts on half the distance between centres of two neighboring holes.
|

|
5.Choose and install the lock plate (two kinds).
6.Check the final drive gear tooth contact. If poor contact is evident, make adjustment. (Refer to GROUP 26, Inspection Before Disassembly  .) .)
|

|
7.Measure the drive gear runout.
Limit: 0.05 mm
8.When drive gear runout exceeds the limit, remove the differential case and then the drive gears, moving them to different positions and reinstall them.
9.If adjustment is not possible, replace the differential case or drive gear and drive pinion as a set.
|
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)