| 1.
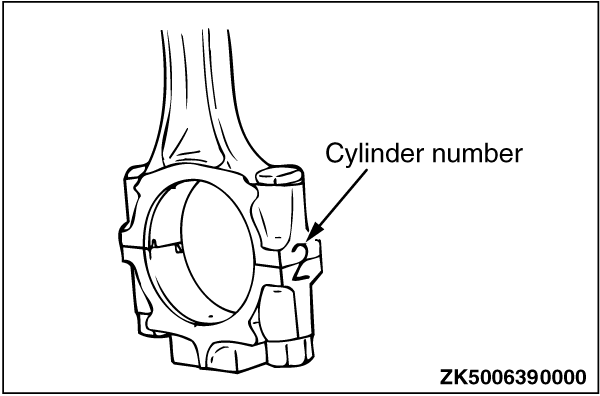
Mark the cylinder number on the side of the connecting rod big end for correct reassembly.
2.
Keep the removed connecting rods, caps, and bearings in order according to the cylinder number.
|
| 1.
Remove the snap rings.
|
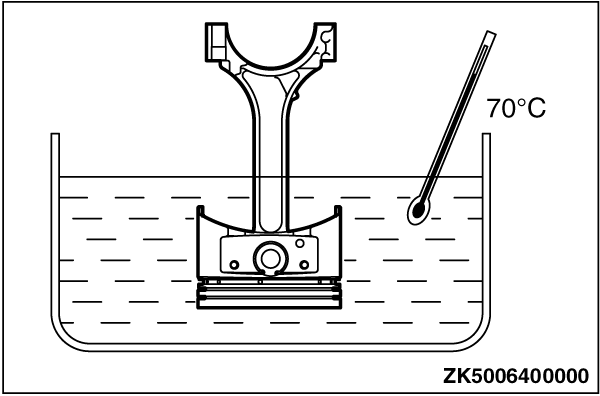
| 2.
Heat the piston approximately 70°C and pull out the piston pin.
|
| 1.
When replacing the piston, note the cylinder bore size mark on the cylinder block as illustrated,
and select a piston according to the flowing table.
| Cylinder bore size mark
| Piston class
| Piston size mark
| I
| A
| A
| II
| B
| None
| III
| C
| C
|
|
| note | The piston size mark shows on the top of the piston.
|
2.
Set the snap ring into one side of the piston pin hole.
| caution | Apply ample coat of engine oil to the periphery of the piston
pin and the hole of the connecting rod small end. The clearance between the piston and the piston
pin is a tight fit at room temperature. Therefore, be sure to heat the piston before inserting
the piston pin. Use care sine the piston is hot after heating.
|
|
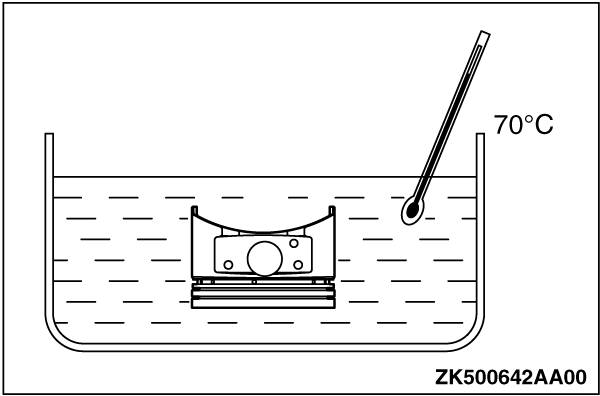
| 3.
Heat the piston to approximately 70°C.
|
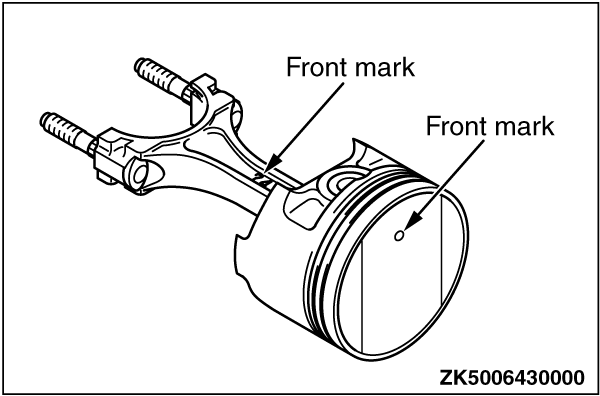
| 4.
With the front mark of the connecting rod and that of the piston located on the same side,
insert the piston pin.
5.
Set the snap ring into the other side of the piston pin hole.
|
| 6.
Check that the piston moves smoothly.
|
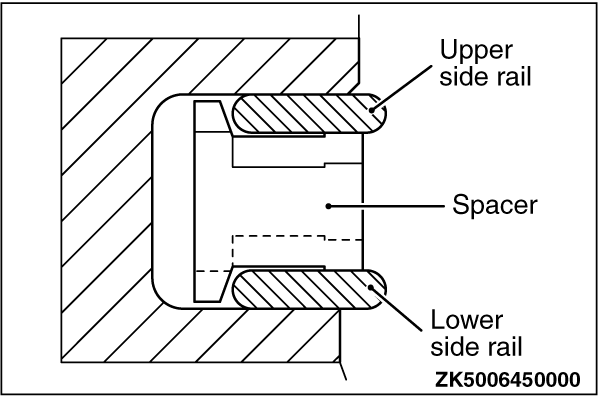
| 1.
Fit the oil ring spacer into the piston ring groove.
| note | The side rails and spacer may be installed in either direction.
|
|
| | caution | Do not use any piston ring expander when installing the side
rail. If will break the side rail.
|
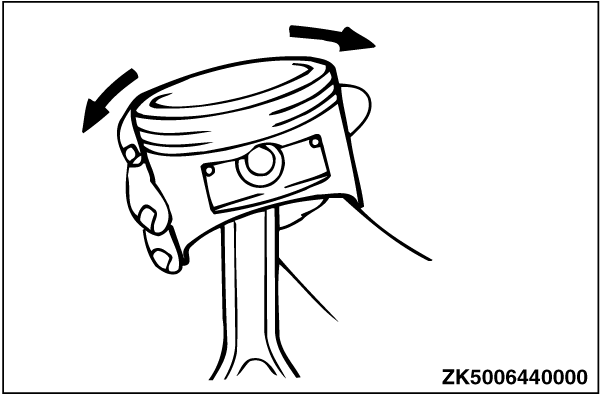
2.
Install the upper side rail.
To install the side rail, first fit one end of the rail into the piston groove, then press
the remaining portion into the position by finger. See illustration.
3.
Install the lower side rail in the same procedure as described in step 2.
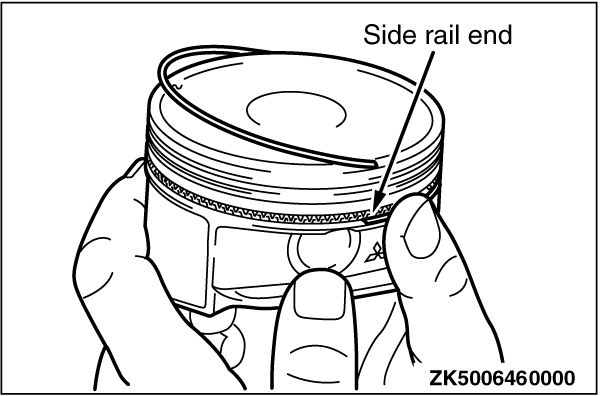
4.
Make sure that the side rails move smoothly in both directions.
|
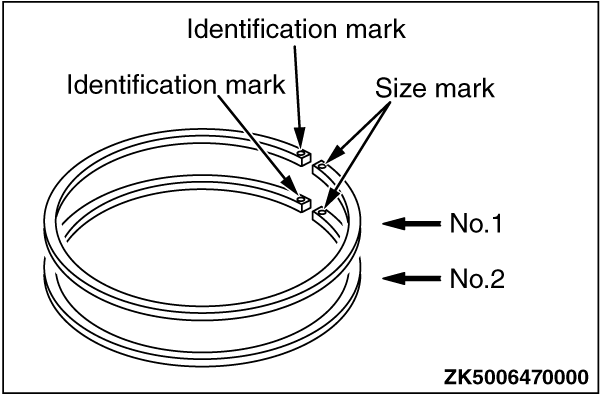
| 1.
To prevent wrong installation, check the identification mark of each piston ring. The
identification mark is stamped near the ring gap:
Identification mark
Number 1 ring: 1T
Number 2 ring: 2T
| note | Size marks on piston rings are as follows.
|
|

| 2.
Using a piston ring expander, fit the number 2 piston ring into the number 2 groove of
piston.
| note | Install the piston rings with their identification mark facing up, to the piston crown side.
|
3.
Install the number 1 piston ring in the same manner as step 2.
|
| 1.
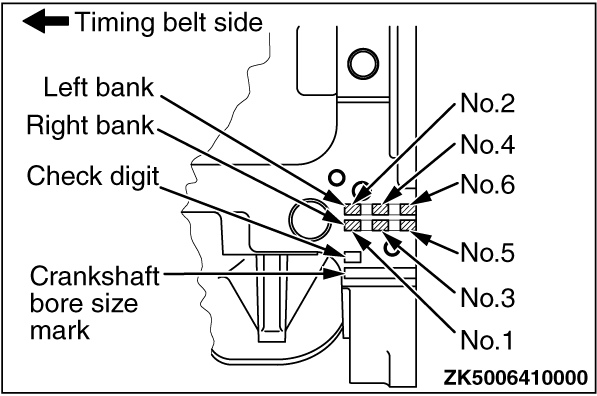
Measure the crankshaft pin diameter and confirm its classification from the following
table. In the case of a crankshaft supplied as a service part, identification colors/marks
of its pins are painted/stamped at the positions shown in the illustration.
|
| 2.
From the following table, select a bearing whose size is appropriate for the crankshaft
pin outside the diameter.
For example the crankshaft pin outside diameter identification
color is "yellow" and the connecting rod identification mark is "2" for select a bearing whose identification
color is "green".
If there is no Identification color paint on the crankshaft, measure the pin outside diameter
and select bearing appropriate for the measured value.
|
| 3.
Install the selected bearing in the big end and in the cap of the connecting rod.
|
| 1.
Liberally coat the circumference of the piston, piston ring, and oil ring with engine
oil.
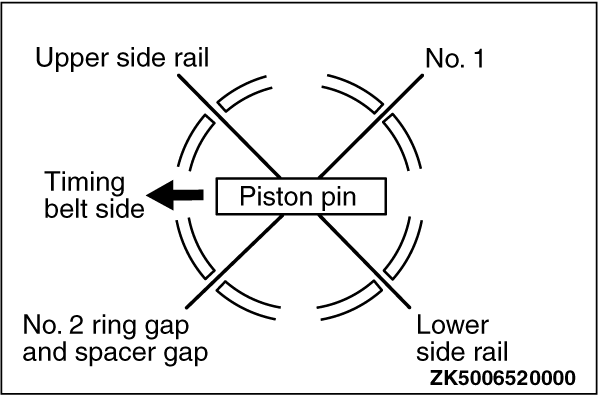
2.
Arrange the piston ring and oil ring gaps (side rail and spacer) as shown in the illustration.
3.
Rotate the crankshaft so that the crank pin is on the center of the cylinder bore.
|
| 4.
Insert the piston and connecting rod assembly into the cylinder with the front mark on
the piston crown pointing to the timing belt side.
|
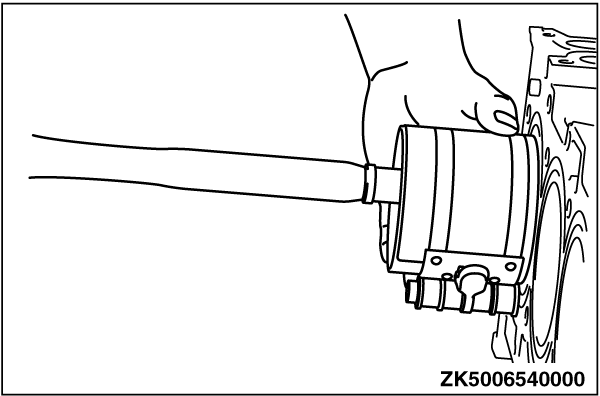
| 5.
Using a suitable piston ring compressor tool, install the piston and connecting rod assembly
into the cylinder block.
|

| 1.
Verifying the mark made during disassembly, install the bearing cap to the connecting
rod. If the connecting rod is new with no index mark, make sure that the bearing locking notches
are on the same side as shown.
|
| 2.
Make sure that the connecting rod big end side clearance meets the specification.
Standard value: 0.10 - 0.25 mm
Limit: 0.4 mm
|
| 1.
The connecting rod bolts should be examined before reuse. If the bolt threads are
damaged, the bolt should be replaced.
Hand-thread the nut to the full length of the bolt threads. If the nut does not run down
smoothly, the bolt should be replaced.
|
| 2.
Before installation of each nut, apply engine oil to the threaded portion and bearing
surface of the nut.
|
| 3.
Loosely tighten each nut to the bolt.
|
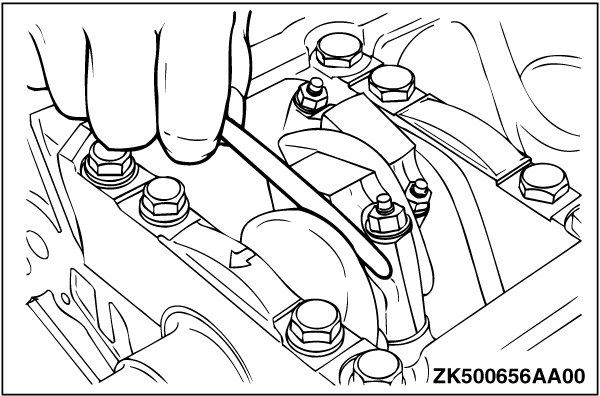
| 4.
Then tighten the nuts alternately to a torque of 27 ± 2 N·m to install
the cap properly.
|
| 5.
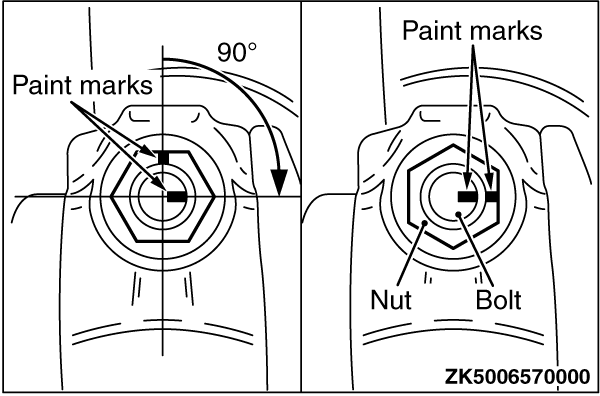
Make a paint mark on the head of each nut.
| caution |
- If the nut is turned less than 90 degrees proper
fastening performance may not be achieved. Be careful to tighten the nut exactly 90 degrees.
- If the nut is overtightened (exceeding 94 degrees), loosen the nut completely and
then retighten it by repeating the tightening procedure from step 3.
|
6.
Make a paint mark on the bolt end at a position 90 - 94 degrees from the
paint mark made on the nut in the direction of tightening the nut.
7.
Turn the nut another 90 - 94 degrees and make sure that the paint marks on
the nut and bolt are aligned.
|
)

)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)