| 1.
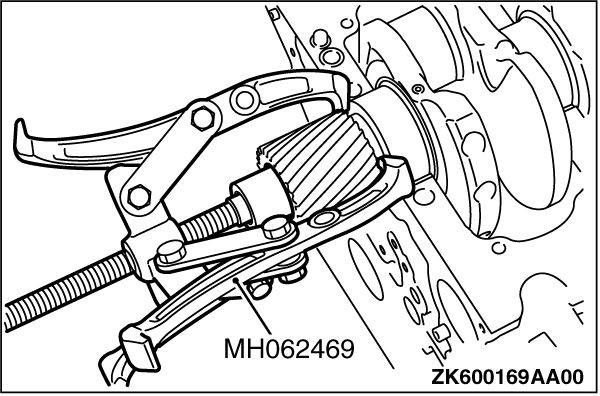
Using the special tool Crankshaft front oil seal installer (MH062469), remove the crankshaft
gear in the following manner.
| caution | Apply engine oil to the sling surface of plate and puller.
|
|
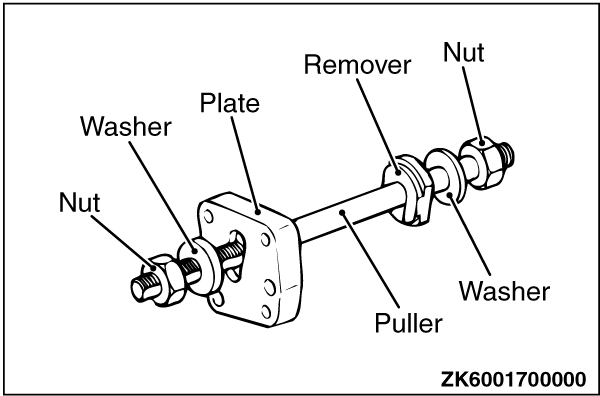
| Using the special tool Balancer shaft bearing installer (MH062490), remove the rear bearing
in the following manner.
| caution | Apply engine oil to the sling surface of plate and puller.
|
|
| 1.
Set the tools as shown by passing the remover, through the rear bearing while tilting
it as shown.
2.
Pull the puller to bring the washer into contact with the remover.
|
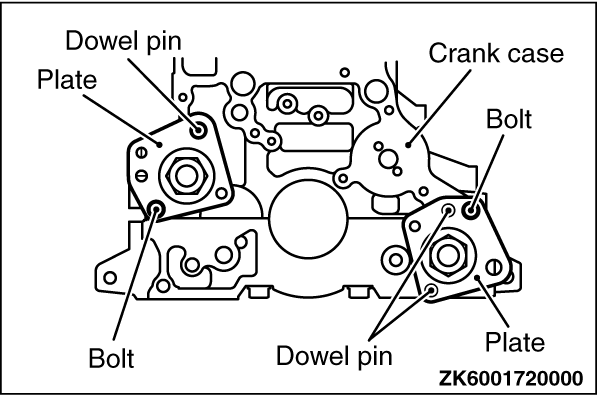
| 3.
Secure the plate to the crankcase using bolt.
| caution | The securing position of the plate is different between when removing the
left-hand and right-hand rear bearing. Be sure to secure it in right places.
|
|
| 4.
Tighten the nut further to remove the rear bearing.
|
| Install the oil jet in such a way that its pin is located at the illustrated position.
|
| When the bearing needs replacing, select a proper bearing by the following procedure.
|
| 1.
Measure the crankshaft journal diameter and confirm its classification from the following
table. In the case of a crankshaft supplied as a service part, identification colors/marks of
its journals and painted at the positions shown in the illustration.
| note | If the crankshaft is machined to an undersized, bearings for undersized crankshaft should
be used and therefore the following selection procedure is unnecessary.
|
|
| 2.
The cylinder block bearing bore diameter identification marks are stamped at the position
shown in the illustration from front to rear beginning at No. 1.
|
| 3.
Select proper bearings from the above table on the basis of the identification data
confirmed under Items (1) and (2).
|
| 4.
Crankshaft bearing
(1)Install the bearings having an oil groove to the cylinder block.
| | note | The No. 3 bearing integrated with thrust bearing has no oil groove.
|
|
(2)Install the bearings having no oil groove to the bearing cap.
|

| 5.
Install the thrust plates and to crankshaft assembly at number 5 journal only. Install
all halves of the thrust plates with the oil groove oriented outward.
| caution | If any oversize thrust plates are to be used, be sure to use an upper thrust
plate and lower thrust plate of the same size at one side. However, using the same size upper
(or lower) thrust bearings on both sides is not necessary.
|
|
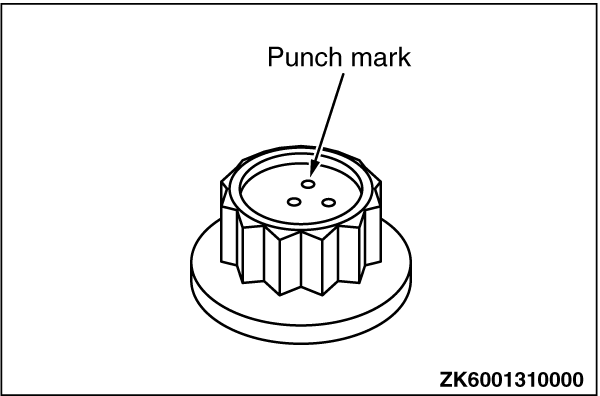
| 1.
| caution | Before installing the lower crankcase assembly, check the head of the main cap bolt for
punch marks. The number of punch marks corresponds to the number of times the bolt has been
tightened to the plastic area (Bolts with two or less punch marks are reusable). If there are
three, replace the main cap bolt.
|
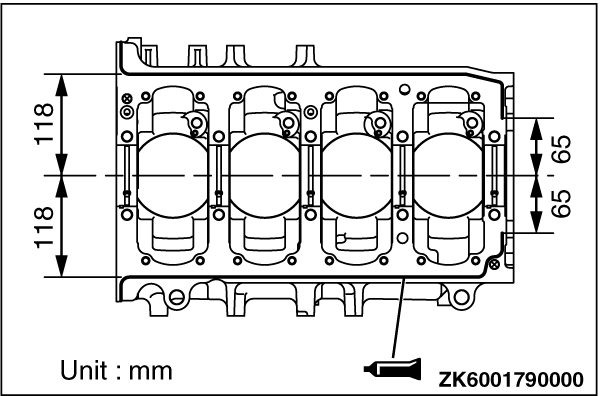
Apply 2 mm thick bead of specified sealant to the fitting surface of the upper crankcase
assembly as shown.
Specified sealant:
Mitsubishi Genuine Part No. MD970389 or equivalent
| caution |
- Apply sealant evenly, not broken or oversupplied.
- Use care not to let the applied sealant slip out of place during installation.
|
|
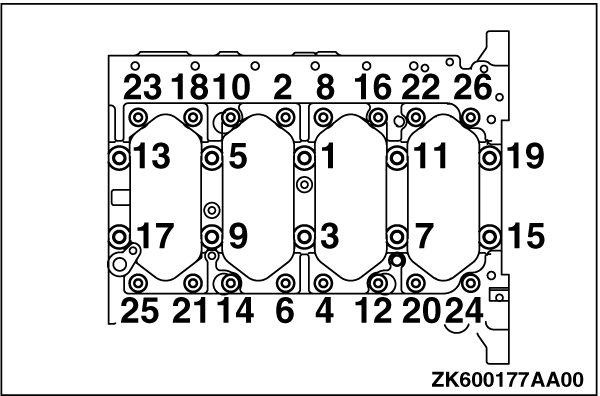
| 2.
Apply a thin cost of engine oil to the threaded part and seating surface of each main
cap bolt then tighten the bolts to a torque of 20 ± 2 N·m in the sequence
of the numbers shown (17 - 26).
3.
After tightening, give the bolts an additional 90° turn.
4.
Then, give the bolts another 90° turn to tighten them completely.
5.
Following the main cap bolts, tighten the bolts to the specified torque in the sequence
of the numbers shown(1 - 16)
6.
After installing the lower crankcase assembly, check the following:
- Smooth rotation of crankshaft assembly
- End play of the crankshaft assembly
|
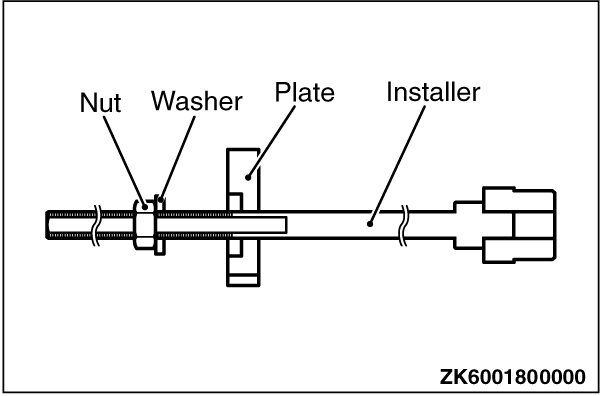
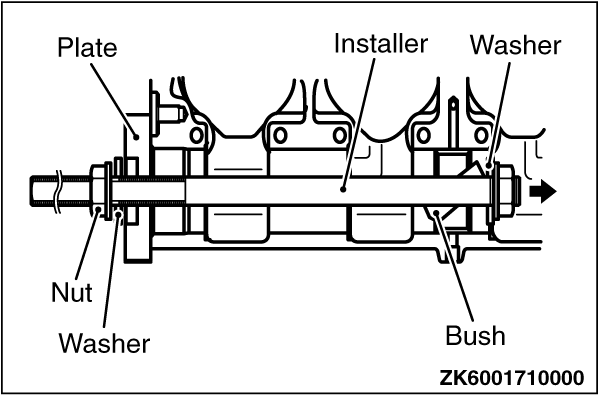
| Using the special tool Balancer shaft bearing puller (MH062717), install the rear bearing
in the following manner.
| caution | Apply engine oil to the sliding surfaces of the installer and plate.
|
|
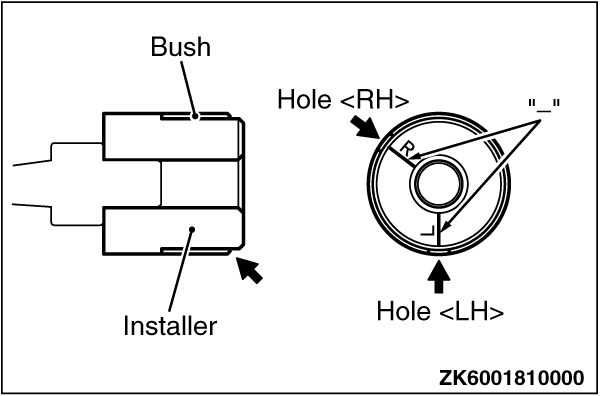
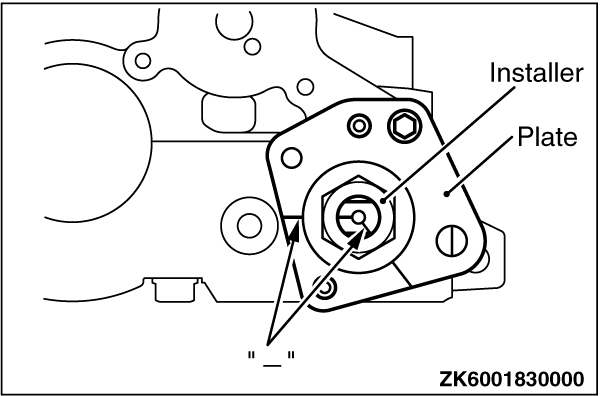
| 1.
Fit the rear bearing onto the installer from the non-chamfered side. At this time, align
the oil hole with the alignment mark "-" on the installer.
Align the oil hole of the left- hand bush with the "L" line of the installer and the oil
hole of the right-hand bearing with the "R" line.
| caution | Before installing the rear bearing onto the installer apply chassis grease
to the inside surface of the bearing so that the oil hole dose not slip out of position.
|
|
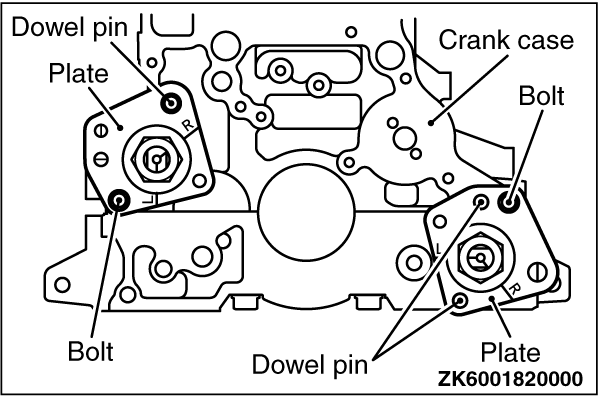
| 2.
Secure the plate to the crankcase using bolt as shown.
| caution |
- Note that the securing position of the plate is different between
the left-hand balance shaft bearing and the right-hand bearing.
- Prior to securing the plate check that the installer is correctly positioned with
respect to the rear bearing.
|
|
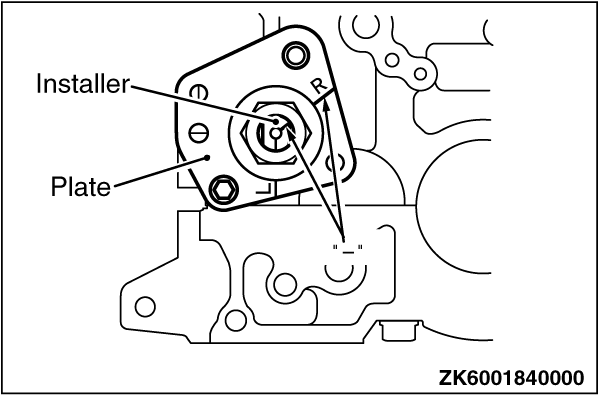
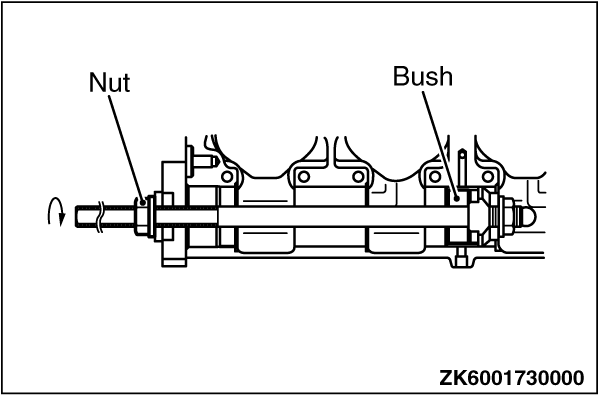
| 3.
Line up alignment mark "-" on the installer and the alignment mark "-"
on the alignment mark plate.
|
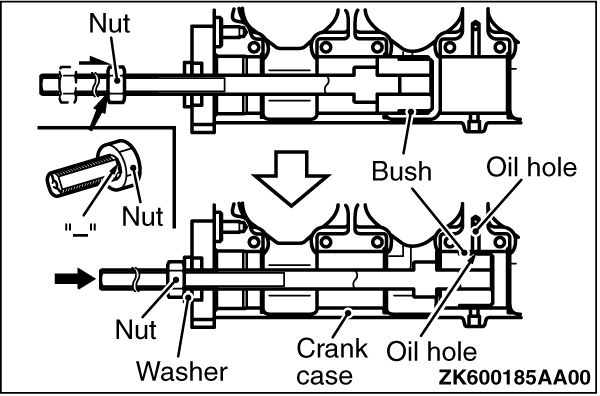
| 4.
Screw the nut onto the installer up to its alignment mark "-" to predetermine
the press-fitting depth of the rear bearing.
5.
Strike on the installer until the nut positively contacts the washer to press-fit
the rear bearing into the crankcase.
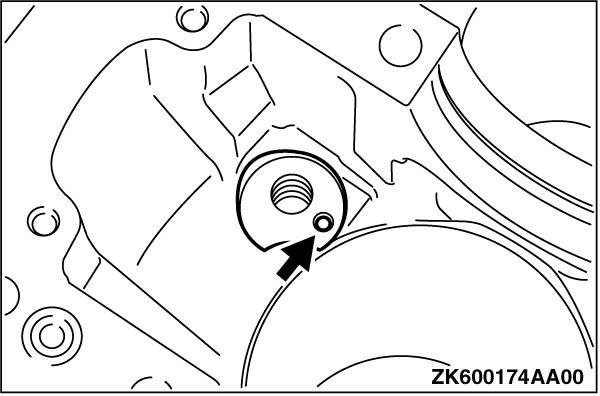
6.
Check that the oil hole of the rear bearing shaft bush is in alignment with the oil
hole in the crankcase.
|
| 1.
Before installing, heat the crankshaft gear to approximately 100°C with a piston
heater or the like.
| caution | Use care not to be burned.
|
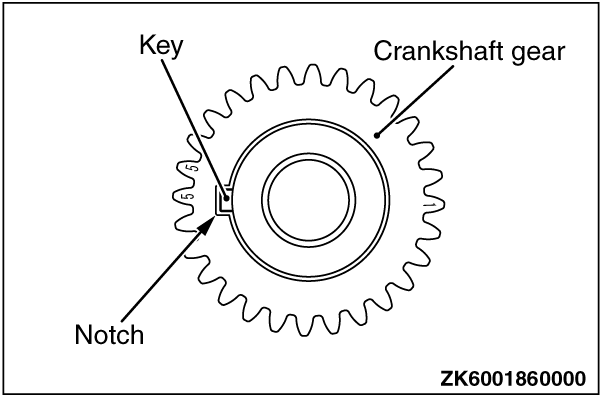
2.
Align the notch in the crankshaft gear with the key of the crankshaft then install
the crankshaft gear onto the crankshaft by tapping on the end face lightly with a plastic hammer.
|
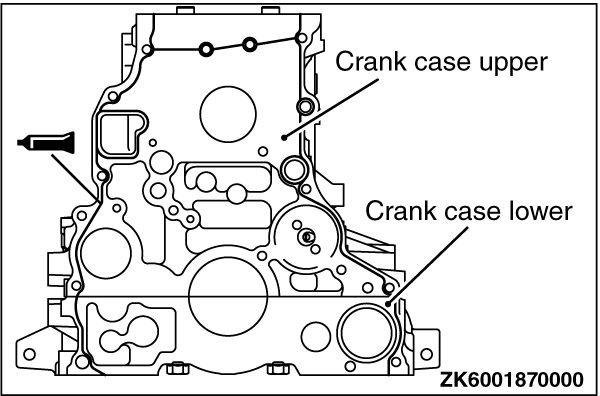
| 1.
Apply a 2 mm thick bead of the specified sealant to the lower crank case assembly and
upper crankcase assembly where indicated in the illustration.
Specified sealant:
Mitsubishi Genuine Part No.MD970389 or equivalent
| caution |
- Apply the sealant evenly, not broken or oversupplied.
- Use care not to let the applied sealant slip out of place during illustration.
- The bolt that holds the front plate is also used to secure the timing gear case
is installed.
|
|
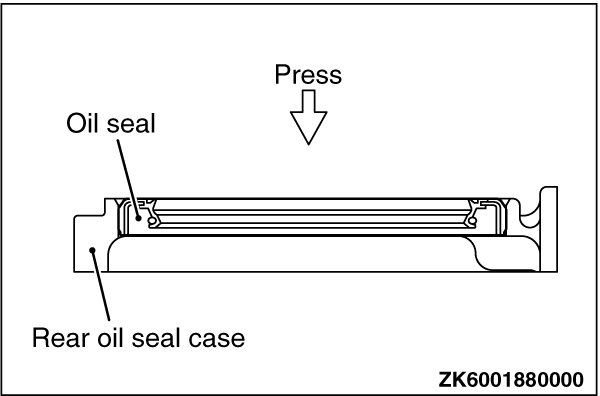
| Press and fit the oil seal into the oil seal case shown in the illustration.
|
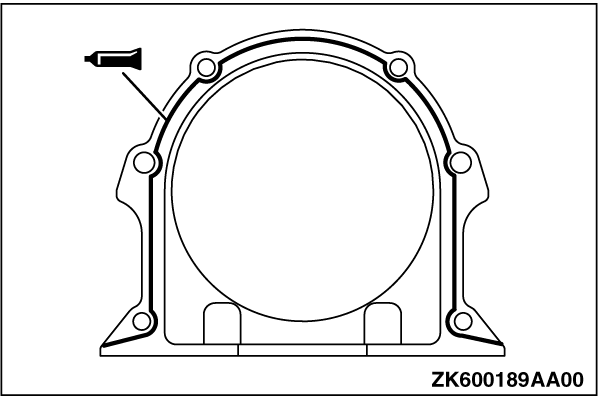
| 1.
Apply a bead of FIPG to the surface of the rear oil seal case as shown in the drawing.
Specified sealant:
Mitsubishi Genuine Part No.MD970389 or equivalent
| note | Be sure to install the case quickly while the sealant is wet (within 15 minutes).
|
2.
Install the oil seal into the cylinder block after applying an appropriate amount
of engine oil to the entire circumference of its lip portion.
3.
Install the rear oil seal case by tightening its bolts to 10 ± 2 N·m.
| note | After installation, keep the sealed area away from the oil for approximately one hour.
|
|
)

)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)